熔噴法的工藝原理是聚合物母粒放入擠出機,并在擠出機內熔融,溫度在240℃左右(針對聚丙烯一熔噴法采用的主要樹脂)。熔體通過計量泵,到達熔噴模頭。計量泵測量輸出到噴嘴的熔體流量。噴絲嘴是一-排間距不到1mm,直徑在0.2~0.4mm的毛細管。在毛細管的兩側就是進氣孔,加人250~300℃的壓縮空氣。在剛剛形成的聚合物擠出噴絲頭時,壓縮空氣的頭端作用于聚合物,以高于聲速(550m/s)的氣流將熱長絲牽伸至直徑1~10μum,根據其物理特性這種網被稱為微纖網。熱空氣向下流動時與周圍空氣混合,使纖維冷卻并最終固結成短而細的纖維。熔噴法的主要工藝流程如下:熔體準備→過濾→計量→熔體從噴絲孔擠出→熔體細流牽伸與冷卻→成網。
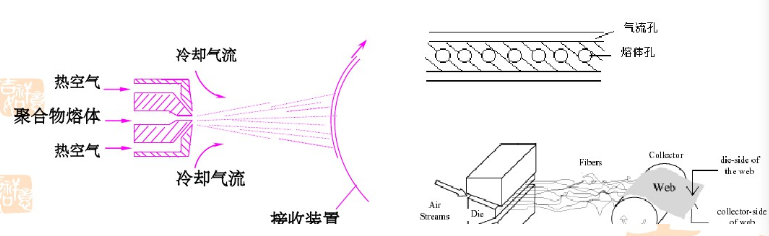
噴熔原理圖
現有紡織聚合物是高粘度溶體,它在管道中流動時,由于溶體與管道的摩擦和溶體本身的粘滯性,流動呈層流狀態,靠近管壁溶體流動慢,管中心流體流動快。其滯留時間相反,同時靠近管壁處溶體由于磨擦而產生熱量,造成溶體在管道內溫度不均勻,影響紡絲質量,造成纖維強度不夠和伸展不均勻,在成品染色時產生色差。我公司生產的紡織專用的靜態混合器能使溶體分散混合,溶體被分成很多薄層和很多細流,同時不斷改變流動方向,使得溶體達到質量均勻,成品沒色差度很難分辨。靜態混合器內部結構是由4-6個螺旋拋光單元片,左旋和右旋不斷改變方向,反反復復交叉混合翻動,形成復雜的流動狀態,使得物流各個組分充分混合,溫度和粘度均勻程度不斷提高。




